In the highly regulated pharmaceutical industry, packaging is far more than just a final step—it is a critical component that ensures product safety, integrity, and compliance. Selecting the right pharmaceutical packaging machinery is a complex decision that directly impacts production efficiency, regulatory adherence, and ultimately, patient safety. This guide delves into the various types of equipment, their essential features, and provides a structured framework to help you choose the optimal machinery for your specific production needs.
Core Types of Pharmaceutical Packaging Machinery
The packaging process for pharmaceuticals is segmented into several key stages, each requiring specialized equipment. Understanding these categories is the first step in building an efficient packaging line.
Primary Packaging Equipment
This equipment handles the first layer of packaging that comes into direct contact with the pharmaceutical product. Its primary role is to contain and protect the product from environmental factors and contamination.
➤ Blister Packaging Machines: These are ubiquitous for solid oral dosages like tablets and capsules. They form cavities (blisters) from a thermoformable film, place the product, and seal it with a lidding material (often foil). They offer excellent product visibility, unit-dose integrity, and child resistance.
➤ Bottle Filling and Capping Lines: Used for liquids, powders, capsules, and tablets. These are often integrated lines that perform rinsing, filling, cottoning (if required), capping, and torque tightening. Accuracy in fill volume and secure cap sealing are paramount.
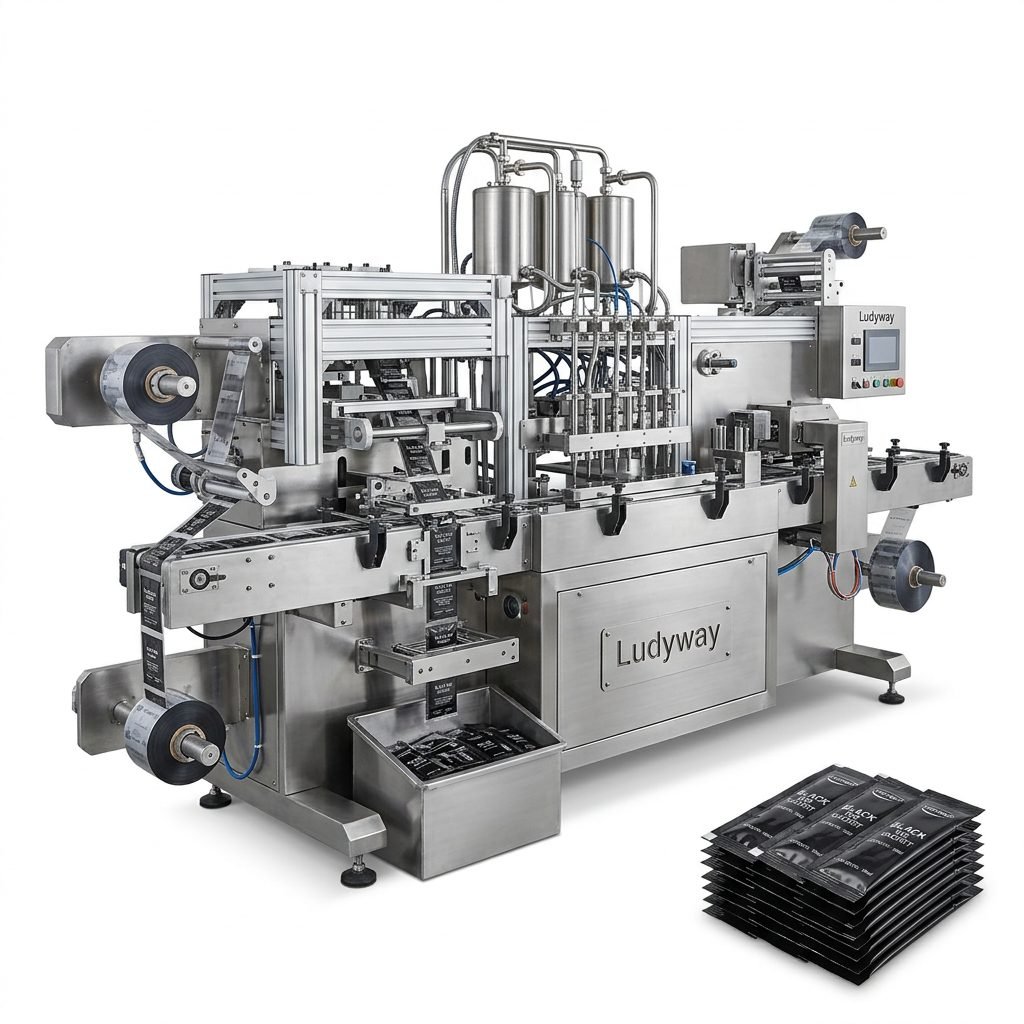
➤ Sachet & Stick Pack Machines: Ideal for unit-dose powders, granules, or liquids. They form, fill, and seal small pouches from a roll of laminated film. This format is popular for samples, effervescent powders, and single-use medical applications due to its excellent barrier properties and convenience.
Secondary and Tertiary Packaging Equipment
After primary packaging, products move to secondary and tertiary stages, which focus on branding, grouping, and logistics.
Cartoning Machines: Automatically erect cartons, insert primary packages (like blisters or bottles), along with leaflets, and close the carton. They are crucial for applying batch numbers, expiry dates, and barcodes.
Labeling Systems: Apply labels to primary or secondary packages with high precision. This includes pressure-sensitive labelers, sleeve labelers, and tamper-evident banding equipment. Compliance labeling is a non-negotiable feature.
Bundling & Case Packing: Equipment that groups multiple cartons into bundles, shrink wraps them, or loads them into shipping cases. This stage ensures products are protected during transportation and storage.
Essential Features of Modern Pharma Packaging Machines
Beyond basic function, today’s machinery must incorporate features that address the stringent demands of the industry.
1. Compliance & Traceability
Machinery must facilitate compliance with regulations like FDA 21 CFR Part 11 and EU GMP Annex 11. Key features include:
- Audit Trails: Automated, secure logging of all machine actions, parameter changes, and operator interventions.
- User Access Control: Password-protected access levels for operators, technicians, and engineers.
- Serialization & Aggregation: Integrated capability to apply unique serial codes (e.g., 2D Data Matrix) to each saleable unit and link them to bundled and case-level codes, as required by track-and-trace regulations worldwide.
2. Hygiene & Cleanability
Design must prevent product contamination and allow for effective cleaning.
- Stainless Steel Construction (304 or 316L): Especially for product contact parts, for corrosion resistance and easy cleaning.
- IP-Rated Enclosures: Protection against dust and water ingress, suitable for different cleanroom classifications.
- Minimal Dead Spaces & Smooth Surfaces: Design that avoids areas where product or cleaning agents can accumulate.
3. Flexibility & Changeover
With the rise of small-batch and personalized medicine, the ability to switch between products quickly is a competitive advantage.
Quick-Change Tooling: Systems that allow for rapid change of forming dies, filling nozzles, or carton magazines without specialized tools. Recipe Management software stores all parameters (speeds, temperatures, dimensions) for instant recall, drastically reducing downtime and human error.
4. Integration & Industry 4.0 Readiness
Modern packaging lines are data hubs. Look for:
- OPC UA / MQTT Communication: Standardized protocols for seamless data exchange with Manufacturing Execution Systems (MES) or Supervisory Control and Data Acquisition (SCADA) systems.
- Predictive Maintenance Alerts: Sensors that monitor component wear (like bearing vibration or motor current) and alert before a failure occurs.
- Real-Time OEE Dashboards: On-machine displays showing Overall Equipment Effectiveness, highlighting availability, performance, and quality rates.
How to Choose the Right Pharmaceutical Packaging Equipment
Selecting machinery is a strategic investment. Follow this step-by-step framework to make an informed decision.
Step 1: Define Your Product & Process Requirements
Start with absolute clarity on what you need to package.
- Product Characteristics: Physical state (tablet, liquid, powder), abrasiveness, hygroscopicity, sensitivity to light/oxygen.
- Output Speed (Units/Minute): Calculate based on annual demand, shifts, and allowing for maintenance.
- Packaging Materials: Specify the exact films, foils, laminates, or bottle types you plan to use. The machine must be compatible.
- Regulatory Pathway: Are you serving markets with strict serialization (EU, USA), or other local requirements?
Step 2: Evaluate Machine Capabilities Against Your Needs
Create a checklist based on the features discussed earlier. During vendor demonstrations, request a Factory Acceptance Test (FAT) using your own product and materials (or close equivalents) to validate performance claims for speed, accuracy, and yield.
Step 3: Assess the Supplier’s Expertise and Support
The machine is only as good as the company behind it. Key considerations include:
➤ Industry Experience: Choose a partner with a proven track record in pharmaceutical packaging. For instance, suppliers like Ludyway Packing Machine bring decades of focused experience, understanding the nuanced needs of drug manufacturers.
➤ Service & Spare Parts Network: Ensure they offer prompt technical support, comprehensive training, and local spare parts availability to minimize production stoppages.
➤ Customization Ability: Can they tailor the machine to your unique layout or special handling requirements? A partner with strong engineering capabilities is invaluable.
Step 4: Consider Total Cost of Ownership (TCO)
Look beyond the initial purchase price. TCO includes:
- Installation & Commissioning
- Energy and consumable (compressed air, nitrogen) consumption
- Preventive maintenance costs and spare parts
- Potential costs of downtime and non-compliance
A slightly higher initial investment in a robust, efficient, and compliant machine from a reputable supplier often results in a lower TCO over a 10-year lifespan.
Future Trends in Pharma Packaging Machinery
The industry is evolving rapidly. Staying ahead means considering these trends:
Sustainable Packaging Solutions: Machinery adaptable to mono-material or recyclable films, and designed to minimize material waste during operation.
Advanced Inspection Technologies: Integration of AI-powered vision systems not just for basic checkweighing or label verification, but for detecting microscopic defects in tablets or fill-levels in transparent blisters.
Modular & Scalable Designs: Equipment that can start as a standalone unit and be easily integrated into a full line later, or have its speed upgraded with modular add-ons, protecting your initial investment. Exploring turnkey production solutions from experienced providers can streamline this scalable integration.
Frequently Asked Questions (FAQs)
1. What is the most important factor when choosing pharma packaging machinery?
While many factors are critical, compliance and validation readiness are paramount. The machine must be designed and documented to meet GMP standards and facilitate your validation protocols (IQ, OQ, PQ). A non-compliant machine can halt your entire production launch.
2. How crucial is supplier after-sales service?
Extremely crucial. Packaging machinery requires periodic maintenance and may encounter unforeseen issues. A supplier with a responsive, knowledgeable service team and readily available genuine spare parts is essential for maximizing uptime and ensuring the long-term reliability of your investment.
3. Can one machine handle multiple different product formats?
Yes, through flexibility features. Many modern machines are designed for quick changeover between similar formats (e.g., different tablet sizes on a blister machine, or different bottle sizes on a filler). However, switching between fundamentally different formats (e.g., from bottles to sachets) typically requires different, specialized machines.
4. What are the key benefits of integrating packaging machinery with factory IT systems?
Integration enables real-time production monitoring, precise traceability from raw material to shipped case, automated data collection for reports, and higher-level process optimization. It reduces manual data entry errors and provides a digital backbone for continuous improvement and regulatory audits.
5. How do I future-proof my packaging equipment purchase?
Select machinery with open communication protocols (like OPC UA), space and utility connections for future add-ons (e.g., an additional inspection module), and a supplier with a roadmap for technology upgrades. Choosing a partner committed to innovation ensures you have access to future advancements.