Selecting the right pill packaging equipment is a critical decision for any pharmaceutical, nutraceutical, or supplement manufacturer. The correct machine directly impacts production efficiency, product integrity, compliance, and ultimately, your bottom line. This comprehensive guide will walk you through the various types of equipment, their key features, and the essential factors to consider when making your investment.
Understanding the Main Types of Pill Packaging Equipment
The packaging landscape offers several solutions, each suited to different production scales, pill forms, and market requirements.
Blister Packaging Machines
These are among the most common machines for solid oral dosage forms like tablets and capsules. They form a cavity (blister) from a roll of thermoformable film, place the pill into the cavity, and then seal it with a lidding material (often foil). Blister packs offer excellent product protection, visibility, and patient compliance with features like push-through designs.
Key Feature: Blister machines often include integrated cartoning systems to automatically place sealed blisters into finished boxes, creating a fully automated line from pill to shelf-ready package.
Bottle Filling and Capping Lines
Ideal for packaging larger quantities of pills, such as over-the-counter supplements or vitamins. These are typically linear systems that involve several stations: an unscrambler to orient bottles, a counter/filler to dispense the precise pill count, a cottoner (if required), a capper to apply child-resistant or tamper-evident closures, and a labeler.
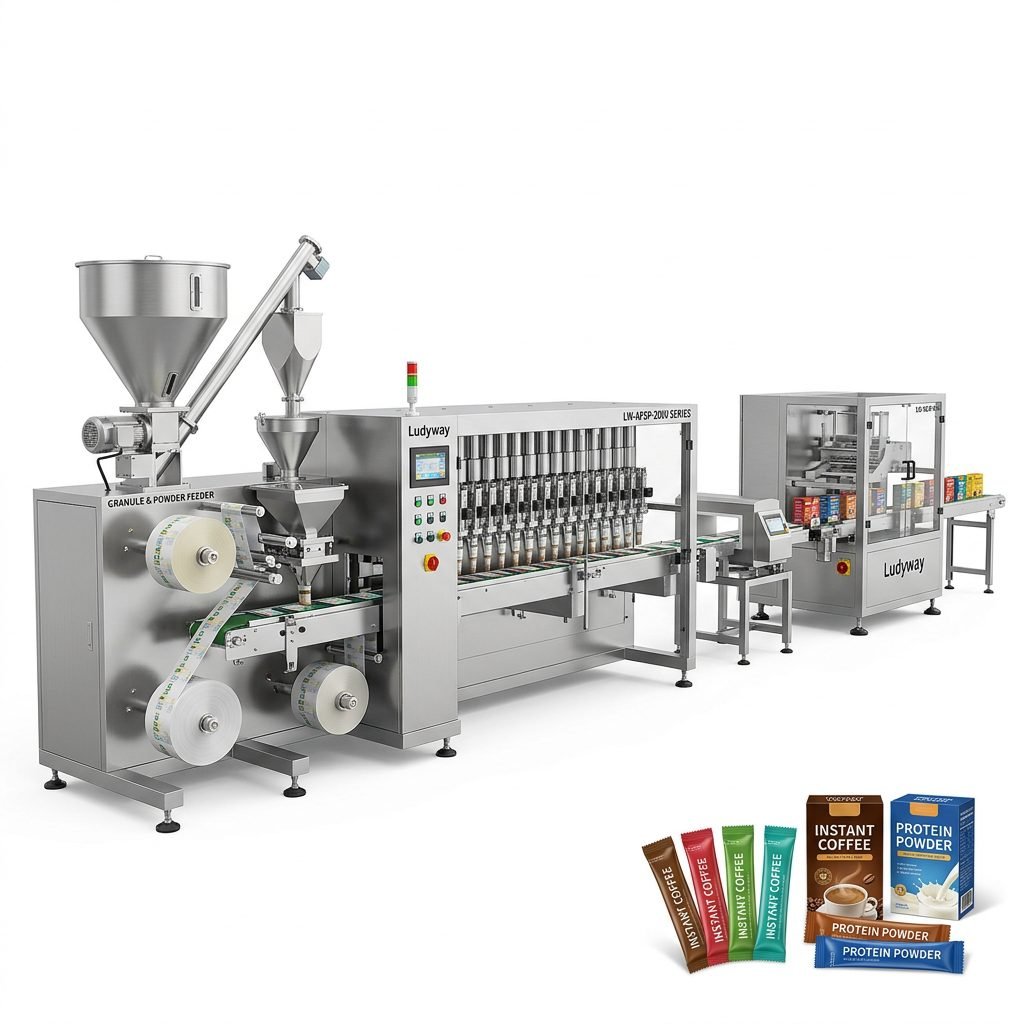
Stick Pack and Sachet Packaging Machines
While traditionally used for powders and granules, advanced stick pack machines are now capable of packaging single-dose tablets or small capsules. This format is gaining popularity for travel-sized supplements, sample doses, or personalized medicine packs. They offer high barrier properties and compact, portable packaging.
Pouch Packaging Machines
Vertical form-fill-seal (VFFS) machines can create pouches for multi-dose packaging of pills, often used for bulk supplements or clinical trial materials. They are highly versatile and can be paired with multi-head weighers or counters for accurate filling.
Critical Features to Evaluate in Packaging Machinery
Beyond the basic type, the specific features of a machine determine its suitability for your operation.
Speed and Output Capacity
Measured in packs, blisters, or bottles per minute (PPM/BPM). Your required output must align with both current demand and foreseeable growth. High-speed machines may require more sophisticated feeding and handling systems.
Accuracy and Precision
Zero defect tolerance is the goal in pharmaceutical packaging. Look for machines with high-precision servo drives, vision inspection systems (for missing pills, broken tablets, or incorrect labels), and weight checkers to ensure every package meets the specified count and content.
Flexibility and Changeover
Can the machine handle different pill sizes and shapes? How quickly can you change from one product to another? Machines with tool-less changeovers or quick-change parts significantly reduce downtime and are vital for contract packagers or facilities with diverse SKUs.
Compliance and Construction
For pharmaceutical applications, equipment should be designed for easy cleaning and validation. Key aspects include:
• cGMP-compliant design with smooth, stainless steel surfaces and minimized crevices.
• Compatibility with clean-in-place (CIP) or wash-down procedures.
• Documentation and software that support 21 CFR Part 11 compliance for electronic records.
Automation and Integration Level
Modern lines often integrate multiple processes. Consider if you need:
• Automatic cartoning and case packing.
• Serialization and aggregation systems for track-and-trace compliance (e.g., DSCSA, EU FMD).
• Integration with upstream production (e.g., from a tablet press) and downstream logistics.
💡 Pro Tip: The Total Cost of Ownership (TCO)
Look beyond the initial purchase price. Factor in long-term costs for maintenance, spare parts, energy consumption, required operator skill level, and potential downtime. A slightly more expensive, robust, and reliable machine from a reputable supplier like Ludyway Machinery often has a lower TCO.
How to Choose the Right Machine for Your Operation: A Step-by-Step Guide
Step 1: Define Your Core Requirements
Start with the fundamentals: What are you packaging (tablet size, fragility)? What is your required output (packs per shift)? What is your primary packaging format (blister, bottle, pouch)? What regulatory standards must you meet (FDA, EMA, etc.)?
Step 2: Assess Your Facility and Infrastructure
Do you have the space, electrical supply, and compressed air for the machine? What is the skill level of your operational team? Can your facility environment support the machine’s requirements (e.g., climate control for hygroscopic materials)?
Step 3: Prioritize Key Features
Based on your needs, create a checklist. Is speed your top priority, or is flexibility for small batches more critical? Is full serialization mandatory now, or is it a future need? This will help you compare different models objectively.
Step 4: Research and Shortlist Suppliers
Look for suppliers with proven experience in your specific sector (e.g., prescription pharmaceuticals vs. dietary supplements). Review their company history and technical support capabilities. A supplier with over 30 years of industry experience brings invaluable application knowledge.
Step 5: Request Demos and References
Always see the machine run, preferably with a product similar to yours. Ask for contact information of current clients in similar applications and speak to them about performance, reliability, and after-sales service.
Step 6: Analyze Support and Service
Ensure the supplier offers comprehensive training, clear documentation, readily available spare parts, and responsive technical support. The quality of service is as important as the quality of the machine itself. Partners who provide turnkey production solutions can offer more holistic support.
Common Questions (FAQs)
What is the typical lead time for a new pill packaging machine?
Lead times can vary widely from 12 to 36 weeks, depending on the machine’s complexity, customization level, and the manufacturer’s backlog. Standard models may be available sooner, while fully customized, high-speed integrated lines require longer engineering and build times.
Can one machine handle both tablets and capsules?
Many machines, especially blister packers and bottle fillers, can handle both with appropriate change parts. However, the feeding mechanism (vibratory bowl feeder, pick-and-place) may need adjustment or更换 to handle the different shapes and fragility profiles effectively.
How important is a vision inspection system?
For any commercial pharmaceutical operation, it is increasingly considered essential. It automates 100% inspection for defects like missing, broken, or misshapen pills, incorrect colors, and printing errors on the blister foil or label, ensuring quality and compliance while reducing labor costs.
What are the ongoing maintenance requirements?
Regular preventive maintenance is crucial. This includes daily cleaning, lubrication of moving parts as per the manual, periodic calibration of sensors and checkweighers, and inspection of wear parts like sealing jaws, punches, and forming dies. A good service contract can help manage this proactively.
Should I buy a new or used machine?
A new machine offers the latest technology, full warranty, compliance with current standards, and tailored support. A quality used machine from a reputable dealer can be a cost-effective option for proven, standard technology, but carries risks regarding hidden wear, outdated controls, and limited support. A thorough inspection is mandatory.