Potato chips are among the most popular snack products in the world, but their packaging process is far more demanding than many buyers expect. Chips are fragile, lightweight, highly sensitive to moisture and oxygen, and often produced in large volumes. A modern potato chip packaging machine helps manufacturers protect product freshness, reduce breakage, improve output, and meet strict hygiene standards across every stage of production.
For snack brands, contract packers, and food factories, choosing the right machine is not only about speed. It is also about accurate weighing, stable sealing, clean handling, nitrogen flushing, flexible bag styles, and long-term operating efficiency. That is why many global buyers look for complete packaging solutions instead of standalone equipment.

Why Potato Chip Packaging Requires Specialized Equipment
Unlike dense snacks or powdered products, potato chips have an irregular shape and low bulk density. This creates several packaging challenges during filling and sealing. If the system is poorly designed, chips can break easily, bag weights can become inconsistent, and the final package may lose shelf appeal.
- Fragility: Chips can crack during feeding, weighing, dropping, or transfer.
- Freshness sensitivity: Exposure to oxygen and humidity quickly affects crispness.
- High-speed demand: Snack factories often run continuous production with strict throughput targets.
- Bag appearance: Attractive, properly formed retail packs are essential for supermarket sales.
- Food safety: Hygienic design and easy cleaning are necessary for compliance and brand protection.
Because of these factors, potato chip packaging lines usually include optimized conveying, multihead weighing, gentle discharge, form-fill-seal packaging, gas flushing, date coding, inspection, and end-of-line automation.
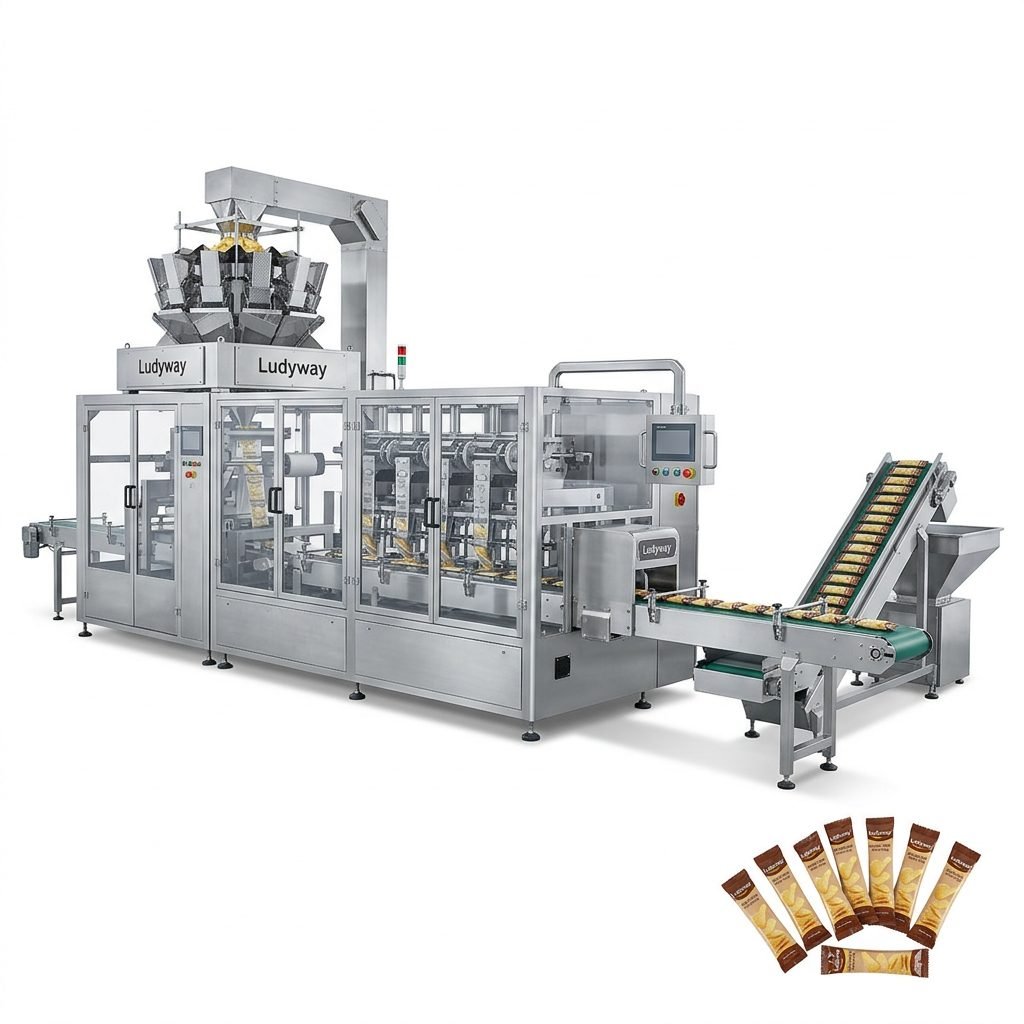
How a Potato Chip Packaging Machine Works
A typical potato chip packaging system is designed to move the product smoothly from seasoning or cooling into finished retail packs. The machine configuration may vary depending on bag type, target speed, and plant layout, but the process often follows this sequence:
- Product feeding from production line or temporary storage hopper
- Gentle elevation through a bucket conveyor or vibratory feeder
- Accurate dosing by multihead weigher
- Automatic bag forming or pouch feeding
- Filling with controlled drop to reduce breakage
- Nitrogen flushing for freshness protection
- Heat sealing and coding
- Checkweighing, metal detection, and discharge
- Cartoning, case packing, or palletizing if required
Core machine sections
| Section | Main Function | Importance for Chips |
|---|---|---|
| Feeding system | Transfers chips from upstream line | Prevents congestion and excess breakage |
| Multihead weigher | Calculates target weight quickly | Improves fill accuracy and reduces giveaway |
| VFFS or pouch packer | Forms, fills, and seals bags | Supports multiple snack packaging formats |
| Nitrogen flushing unit | Replaces oxygen in bag headspace | Extends crispness and shelf life |
| Inspection system | Checks weight and contamination | Supports food safety and retail compliance |
Key Benefits of an Efficient Potato Chip Packaging Machine
1. Faster production without sacrificing quality
A properly matched machine can maintain stable output at high speed while keeping chip damage under control. This is especially valuable for large snack plants serving supermarkets, distributors, and export markets.
2. Better weight accuracy
In snack manufacturing, overfilling increases raw material cost. Underfilling can damage brand trust and create compliance issues. Advanced weighers help maintain more consistent pack weights and reduce costly product giveaway.
3. Improved freshness protection
Potato chips require a protective package environment. Strong sealing performance and optional nitrogen flushing help preserve crunch, taste, and shelf life during transportation and storage.
4. Hygienic and food-safe packaging
Food-grade contact parts, stainless-steel construction, and easy-clean structures support a safer production environment. This is important for brands operating under HACCP, GMP, or retailer audit requirements.
5. Reduced labor dependency
Automated systems lower manual handling, improve consistency, and help factories deal with labor shortages, rising wages, and repetitive packaging tasks.

Important Features to Look For
When comparing potato chip packaging equipment, buyers should evaluate more than just output rate. The right machine should align with product characteristics, packaging goals, factory space, and future expansion plans.
- Gentle product handling to reduce breakage during transfer and drop
- High-precision multihead weighing for reliable bag weight control
- Stable sealing system for airtight, leak-resistant packs
- Nitrogen flushing option for freshness retention
- Quick changeover between different bag sizes or film types
- User-friendly touchscreen controls for easier operation
- Recipe memory for fast switching between products
- Easy maintenance access to reduce downtime
- Integration capability with conveyors, coding, inspection, and case packing
Common Packaging Formats for Potato Chips
Different snack brands choose different packaging styles based on retail positioning, serving size, and channel strategy. A flexible machine should support one or more of the following formats:
| Packaging Format | Typical Use | Advantages |
|---|---|---|
| Pillow bag | Standard retail snack packs | Efficient, economical, high-speed production |
| Gusset bag | Larger retail or family-size packs | Improved shelf presence and higher fill volume |
| Quad seal bag | Premium snack presentation | Strong structure and attractive display |
| Premade pouch | Branded and specialty products | High visual appeal and flexible design options |
Hygiene Standards for Snack Packaging Equipment
Hygienic design is not optional in food packaging. A potato chip packaging machine should be easy to clean, resistant to contamination, and suitable for continuous snack production environments.
Recommended hygiene considerations
- Food-contact parts made from stainless steel
- Smooth surfaces with fewer dust-trapping corners
- Tool-free dismantling for selected parts
- Cleanable hoppers, chutes, and contact components
- Protection against oil, seasoning residue, and crumbs
- Compatible design for routine sanitation procedures
For snack plants processing flavored chips, this becomes even more important because seasoning dust and oil residue can affect both cleanliness and sealing quality over time.
How to Choose the Right Machine for Your Factory
The ideal solution depends on your product type, target output, budget, and automation goals. Before buying, it is useful to define the following points clearly:
- What bag size and bag style do you need?
- What is your expected speed per minute?
- Do you need nitrogen flushing?
- How fragile are your chips after seasoning?
- What level of weight tolerance is acceptable?
- Do you need one machine or a complete turnkey line?
- Will the machine integrate with coding, checkweighing, metal detection, and case packing?
- Do you need future scalability for new SKUs?
Quick buyer checklist
| Question | Why It Matters |
|---|---|
| What output do you require? | Determines machine model, weigher type, and line layout |
| What film structure will you use? | Affects seal quality and material compatibility |
| Do you need low-breakage design? | Critical for product appearance and customer satisfaction |
| Is sanitation easy? | Important for daily cleaning and compliance |
| Can the line be expanded? | Supports long-term production growth |
Standalone Machine or Complete Packaging Line?
Some factories only need a single packaging machine, while others need a full integrated solution. For medium and large snack producers, a turnkey line often delivers better long-term value because every part is matched for speed, accuracy, and product flow.
A complete potato chip packaging line may include:
- Feeding conveyor or bucket elevator
- Multihead weigher
- Vertical form fill seal machine or premade pouch machine
- Nitrogen flushing system
- Metal detector and checkweigher
- Date coder or printer
- Finished bag conveyor
- Cartoning or case packing system
- Palletizing equipment
A full line reduces interface issues between machines and helps manufacturers achieve more stable overall equipment performance.
Why Global Buyers Focus on Reliability and Support
In snack packaging, downtime is costly. Film waste, production delays, inconsistent seals, and rejected bags can quickly affect profitability. For this reason, buyers usually prefer a supplier with strong manufacturing experience, export capability, and line integration knowledge.
A trusted manufacturer should be able to offer machine customization, technical consultation, installation guidance, spare parts support, and after-sales service. For businesses looking for scalable snack packaging solutions, Ludyway potato chip packaging machine solutions are often considered by global buyers because of the company’s long manufacturing history, broad packaging portfolio, and turnkey line capability for food applications.
Final Thoughts for Snack Manufacturers
A high-performance potato chip packaging machine is essential for brands that want to combine speed, accuracy, freshness, and hygiene in one efficient system. The right solution protects fragile chips, improves shelf-ready appearance, reduces waste, and supports consistent production at scale.
If your factory is planning a new snack packaging project or upgrading an existing line, it is worth focusing on machine stability, low-breakage handling, sealing quality, hygiene design, and future expansion flexibility. These factors make the biggest difference in long-term packaging efficiency and return on investment.








